

ЦЕНТР ПРОДУКЦИИ
Свяжитесь Нас

Электронная почта:
Мобильный телефон:
Адрес:
Комната 6010, пол 6, площадь города Жонхай, район Хуанбохай новый, город Яньтай, провинция Шаньдуна, Китай
Пожарные трубы
Диапазон размеров (OD мм):26,67 ---- 114,3
Тип расстройства:NUE, EUE, простой конец.
Стандарт:API SPEC 5CT
Основной стальной класс:H40, J55, N80, N80Q, L80, L80-1, L80-9Cr, L80-13Cr, P110 и т. Д.
Тип трубки:Трубопровод Не-расстроен (НУ), трубопровод Внешн-расстроен (ЭУЭ), интегрированное соединение (ИДЖ).
Детали продукта
Описание
Трубопровод представляет собой трубу относительно небольшого диаметра, которая запускается в скважине, чтобы служить в качестве трубопровода для прохождения нефти и газа к поверхностным объектам месторождения для переработки. Трубопровод должен быть достаточно прочным, чтобы противостоять нагрузкам и деформациям, связанным с производством и переоборудованием. Кроме того, трубы должны быть размером, чтобы поддерживать ожидаемые темпы добычи нефти и газа.
Размеры и материалы
Трубопроводные трубы изготавливаются в бесшовном и сварном исполнении в диапазоне размеров от 1050 до 5 1/2 дюймов (см. эту статью, чтобы увидеть размеры труб AP5CT) и в следующих классах материалов: H-40, J-55, K-55, N-80, L-80, C-90, T-95, P-110, Q-125,
Конечные соединения
Основными типами соединений для трубных труб являются NUE (не расстраивается), EUE (внешнее расстройство) и премиум-класса. Коррозионная стойкость в высокосернистых условиях эксплуатации является очень важной характеристикой OCTG, особенно для обсадных труб и труб.
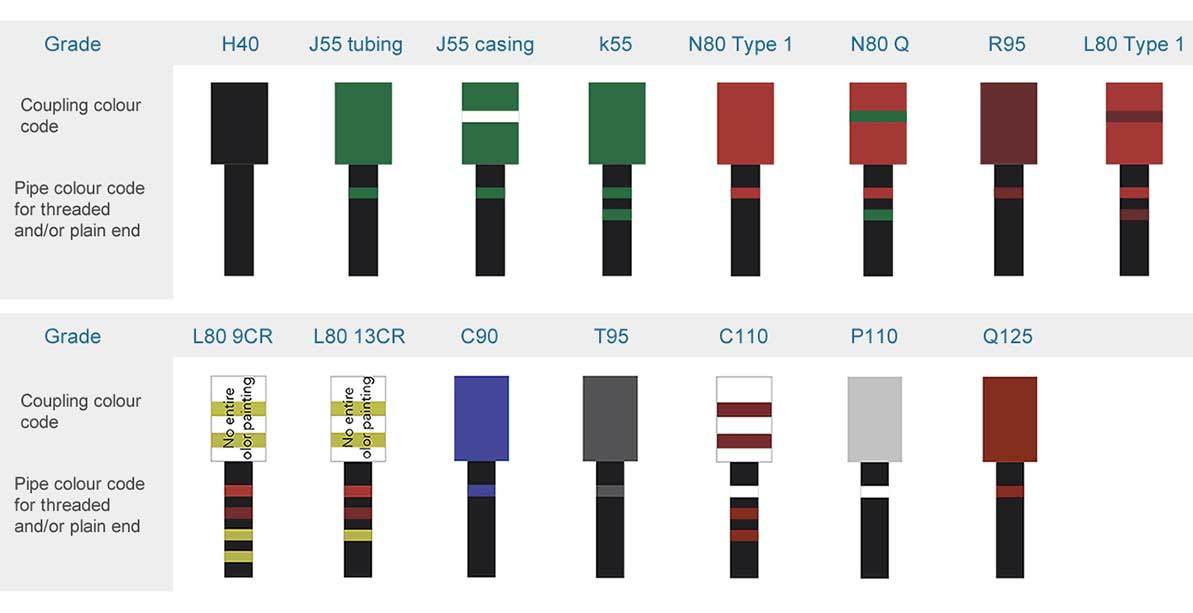
Больше обсадных труб и их цветов
Спецификация &Стандарт
|
Нефтяные трубки |
Диапазон 1 |
Диапазон 2 |
Диапазон 3 |
|
6,10 ~ 7,32 |
8,53 ~ 9,75 |
11,58 ~ 12,80 |
|
Этикетка |
D Внешний диаметр мм |
Толщина стенки мм |
Тип C конца-отделки |
|||||||||
|
1 |
2 |
|||||||||||
|
НЕТ Т & К |
И Т & К |
IJ |
Н40 |
J55 |
L80 |
Н80 |
С90 |
T95 |
P110 |
|||
|
1,9 |
2,75 |
2,9 |
4 |
48,26 |
3,68 |
ПНИ |
ПНИ |
ПНИ |
ПНИ |
ПНИ |
ПНИ |
|
|
3,65 |
3,73 |
2,76 |
48,26 |
5,08 |
ПУ |
ПУ |
ПУ |
ПУ |
ПУ |
ПУ |
ПУ |
|
|
4,42 |
- |
- |
48,26 |
6,35 |
- |
- |
P |
- |
P |
P |
- |
|
|
2 3/8 |
4 |
- |
- |
60,32 |
4,24 |
ПУ |
ПН |
ПН |
ПН |
ПН |
ПН |
- |
|
4,6 |
4,7 |
- |
60,32 |
4,83 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
5,8 |
5,95 |
- |
60,32 |
6,45 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
6,6 |
- |
- |
60,32 |
7,49 |
- |
- |
P |
- |
P |
P |
- |
|
|
7,35 |
7,45 |
- |
60,32 |
8,53 |
- |
- |
ПУ |
- |
ПУ |
ПУ |
- |
|
|
2 7/8 |
6,4 |
6,5 |
- |
73,02 |
5,51 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
7,8 |
7,9 |
- |
73,02 |
7,01 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
8,6 |
8,7 |
- |
73,02 |
7,82 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
9,35 |
9,45 |
- |
73,02 |
8,64 |
- |
- |
ПУ |
- |
ПУ |
ПУ |
- |
|
|
10,5 |
- |
- |
73,02 |
9,96 |
- |
- |
P |
- |
P |
P |
- |
|
|
3 1/2 |
7,7 |
- |
- |
88,9 |
5,49 |
ПН |
ПН |
ПН |
ПН |
ПН |
ПН |
- |
|
9,2 |
9,3 |
- |
88,9 |
6,45 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
10,2 |
- |
- |
88,9 |
7,34 |
ПН |
ПН |
ПН |
ПН |
ПН |
ПН |
- |
|
|
12,7 |
12,95 |
- |
88,9 |
9,52 |
- |
- |
PNU |
- |
PNU |
PNU |
PNU |
|
|
14,3 |
- |
- |
88,9 |
10,92 |
- |
- |
P |
- |
P |
P |
- |
|
|
15,5 |
- |
- |
88,9 |
12,09 |
- |
- |
P |
- |
P |
P |
- |
|
|
4 |
9,5 |
- |
- |
101,6 |
5,74 |
ПН |
ПН |
ПН |
ПН |
ПН |
ПН |
- |
|
10,7 |
11 |
- |
101,6 |
6,65 |
ПУ |
ПУ |
ПУ |
ПУ |
ПУ |
ПУ |
- |
|
|
13,2 |
- |
- |
101,6 |
8,38 |
- |
- |
P |
- |
P |
P |
- |
|
|
16,1 |
- |
- |
101,6 |
10,54 |
- |
- |
P |
- |
P |
P |
- |
|
|
4 1/2 |
12,6 |
12,75 |
- |
114,3 |
6,88 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
- |
|
15,2 |
- |
- |
114,3 |
8,56 |
- |
- |
P |
- |
P |
P |
- |
|
Примечание: P-гладкий конец; N-не расстроен, с резьбой и соединен; U-внешний-расстроен, с резьбой и соединен; I-цельное соединение
|
Типы труб |
Размер трубы (мм) |
Допуски |
|
|
Горячекатаный |
ОД |
≤ 159 |
± 1,0% |
|
> 159 |
± 1,20% |
||
|
WT |
≤ 20 |
± 12,5% |
|
|
> 20 |
± 10,0% |
||
|
Холодная вытяжка |
ОД |
≤ 30 |
± 0,20 мм |
|
30-50 |
± 0,30 мм |
||
|
> 50 |
± 0,8% |
||
|
WT |
≤ 3 |
+ 12% -10% |
|
|
> 3 |
± 10% |
||
API Spec 5CT-Спецификация 5CT/ISO 11960, Спецификация для обсадных труб и трубопроводов, восьмое издание, нефтяной и газовой промышленности-Стальные трубы для использования в качестве обсадной колонны или НКТ для скважин
Механические свойства:
|
Группа |
Класс |
Тип |
Полное удлинение Под нагрузкой % |
Прочность выхода М па |
Предел прочности Мин МПа |
Твердость |
||
|
Мин |
Макс |
СПЧ |
Hbw |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
2 |
J55 |
- |
0,5 |
379 |
552 |
517 |
- |
- |
|
К55 |
- |
0,5 |
379 |
552 |
655 |
- |
- |
|
|
Н80 |
1 |
0,5 |
552 |
758 |
689 |
- |
- |
|
|
Н80 |
Q |
0,5 |
552 |
758 |
689 |
- |
- |
|
|
3 |
L80 |
1 |
0,5 |
552 |
655 |
655 |
23 |
241 |
|
L80 |
9cr |
0,5 |
552 |
655 |
655 |
23 |
241 |
|
|
L80 |
13Cr |
0,5 |
552 |
655 |
655 |
23 |
241 |
|
|
С90 |
|
0,5 |
621 |
689 |
689 |
25,4 |
255 |
|
|
С95 |
- |
0,5 |
655 |
724 |
724 |
- |
- |
|
|
T95 |
|
0,5 |
655 |
724 |
724 |
25,4 |
255 |
|
|
P110 |
- |
0,6 |
758 |
862 |
862 |
- |
- |
|
|
4 |
К125 |
Все |
0,65 |
862 |
931 |
931 |
- |
- |
Химический состав
|
Стандарт |
Класс |
Состав (%) |
||||||||||
|
C |
Si |
Mn |
P |
S |
Cr |
Ni |
Cu |
Мо |
V |
ИИ |
||
|
API SPEC 5CT |
J55K55 |
0,34 ~ 0,39 |
0,20 ~ |
1,25 ~ 1,50 |
≤ 0020 |
≤ 0015 |
≤ 0,15 |
≤ 0,20 |
≤ 0,20 |
|
|
≤ 0020 |
|
(37 мн5) |
||||||||||||
|
Н80 |
0,34 ~ 0,38 |
0,20 ~ |
1,45 ~ 1,70 |
≤ 0020 |
≤ 0015 |
≤ 0,15 |
|
|
|
0,11 |
≤ 0020 |
|
|
(36 Mn2V) |
||||||||||||
|
L80(13Cr) |
0,15 ~ 0,22 |
≤ 1,00 |
0,25 ~ 1,00 |
≤ 0020 |
≤ 0010 |
12,0 ~ |
≤ 0,20 |
≤ 0,20 |
|
|
≤ 0020 |
|
|
P110 |
0,26 ~ 0,35 |
0,17 ~ |
0,40 ~ 0,70 |
≤ 0020 |
≤ 0010 |
0,80 ~ |
≤ 0,20 |
≤ 0,20 |
0,15 |
≤ 0,08 |
≤ 0020 |
|
|
|
||||||||||||
Процесс

Обогревае→перфорация→прокатка и sizing→cooling→straightening→ndt→end резка → соединительная резьба→гидравлический тест → покраска и защита резьбы→упаковка
Отопление слитков
Нагрев слитка-это рабочая процедура, которая позволяет слитку соответствовать требуемой температуре горячего рабочего процесса. Цель топления слитка сделать стальной слиток иметь достаточную пластичность, уменьшить сопротивление деформации завальцовки, улучшить внутреннюю организацию.
Процесс топления слитков главным образом имеет 2 этапа: этап топления (включая низкую температуру и высокую температуру), температура поверхности слитка увеличен к выстукивая температуре; Равномерное топление, для того чтобы сделать единообразие внутренней и внешней температуры слитка.
Прокатка и калибровка
Горячая прокатка может значительно снизить потребление энергии и стоимость. Высокая пластическая деформация металла и низкое сопротивление деформации, значительно уменьшают потребление энергии горячекатаной стали.
Горячая прокатка может улучшить технологические характеристики металла, устранить дефекты литья и улучшить характеристики обработки сплава.
Горячекатаный обычно принимает большую отливку слитка, которая не только улучшает эффективность продукции, но также улучшает скорость завальцовки, для того чтобы достигнуть непрерывного процесса завальцовки и создать условия для автоматизации.
Охлаждение
После охлаждения горячекатаная стальная труба находится в определенном диапазоне. По сравнению с традиционным процессом изготовления, он может упростить процесс, сэкономить энергию, получить те же или лучшие механические свойства.
НК
Неразрушающий контроль, сокращенный для НК, является широко используемым методом контроля трубопроводов. Это процесс тестирования, проверки и оценки качества и характеристик материала без повреждения самого трубопровода или влияния на последующую регулярную работу трубы. Другими словами, после тестирования неразрушающего контроля деталь все еще можно использовать на практике. НК использует изменения тепла, звука и магнитов, вызванные аномальной внутренней структурой или дефектами, для проверки внутренних и внешних дефектов материала.
Распространенными методами контроля НК являются визуальный контроль (VT), ультразвуковой контроль (UT), радиографический контроль (RT), гидростатический контроль.
Соединительная резьба
Резьбовые соединения относятся к соединительной детали трубопровода с винтовой резьбой, является наиболее распространенной трубой в промышленности. Соединительная резьба делает соединение трубы становится более простым, замена также более легко и значительно экономит стоимость соединения трубопровода.
Резьбовые соединения промышленных, как правило, изготовлены из металла и могут выдерживать высокое давление. Содержание материала углеродистая сталь, нержавеющая сталь, легированная сталь, латунь и т. Д.
Гидравлический тест
Гидростатические испытания-это метод контроля для снижения риска дефектов в трубе, которые могут угрожать ее способности выдерживать максимальное рабочее давление. Гидростатические испытания проверяют целостность трубопроводов путем заполнения трубы несжимаемой жидкостью (часто водой, окрашенной), чтобы повысить уровень давления выше нормального давления, чтобы увидеть, есть ли какой-либо дефект. Это может выполняться либо на трубах перед вводом в эксплуатацию, либо на существующих трубах, которые уже находятся в эксплуатации.
Ключевое слово: Безшовная стальная труба
ОБЛАСТЬ ПРИМЕНЕНИЯ
Это относится к машиностроению, угольной шахте, текстилю, электроэнергии, котлу, машинам, мы придерживаемся принципа «качество во-первых, обслуживание во-первых, постоянное совершенствование и инновации для удовлетворения потребностей клиентов» для управления и «нулевой дефект, нулевые жалобы» как цель качества. Мы рады получить ваш запрос, и мы вернемся к как можно скорее.

Механический

Сосуд давления

Электростанции

Химический завод

Нефтяные трубопроводы

Транспортировка природного газа

Водопроводные трубы

Изготовление автомобилей

Мост

Архитектура
СВЯЗАННЫЕ ПРОДУКТЫ







Получить бесплатную цитата

Мы специализируемся на услугах цепочки поставок для проектов трубопроводных систем на рынках транспортировки нефти и газа, переработки и химии, морских и морских платформ, ядерной энергетики и ветроэнергетики.
Свяжитесь с нами
Электронная почта:
Мобильный телефон:
Адрес:
Комната 6010, пол 6, площадь города Жонхай, район Хуанбохай новый, город Яньтай, провинция Шаньдуна, Китай
SAF Coolest v1.3 设置面板 OHSSX-ZAGB-HWSZE-ZWD
无数据提示
Извините, в настоящее время нет содержимого в текущем столбце!
Вы можете просмотреть другие столбцы или вернуться кГЛАВНАЯ